The global food grade packaging market is experiencing an unprecedented surge, projected to reach over $400 billion by 2030. As consumers become more health-conscious and regulators tighten safety standards, the demand for high-barrier, non-toxic, and contamination-free materials has become the industry benchmark. Industrial players are no longer just looking for containers; they are seeking advanced preservation systems.
AI-driven quality inspection and smart packaging (featuring QR codes for traceability) are revolutionizing production lines. Factories in the Top 10 exporters list are integrating IoT to monitor shelf-life and freshness in real-time, ensuring that the package does more than just hold the product—it protects the brand's integrity.
Eco-friendly materials like PLA (Polylactic Acid) and recyclable mono-materials are replacing traditional multi-layer plastics. Global sourcing teams from Europe and North America now prioritize suppliers with GRS (Global Recycled Standard) and compostable certifications to meet ESG goals.
Choosing a top-tier Chinese factory offers a unique blend of scale, technical agility, and cost-efficiency that is difficult to replicate elsewhere.
From raw resin procurement to advanced 10-color gravure printing and automated bag-making, Chinese factories offer an end-to-end ecosystem. This reduces lead times and minimizes the risk of cross-contamination across different production stages.
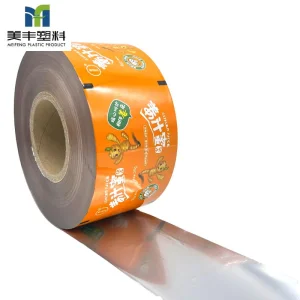
Top exporters invest heavily in R&D to develop proprietary film structures. Whether it is ultra-high oxygen barriers for baby food or sun-proof matte finishes for premium snacks, the ability to customize at scale is a hallmark of Chinese manufacturing excellence.
Leading factories adhere to international standards including ISO 22000, FDA, and BRC. Every batch undergoes migration testing and tensile strength analysis to ensure it meets the strict safety requirements of global food brands.
Since 1985, Tongcheng Packaging Materials Co., Ltd. has established itself as a senior professional manufacturer in the global flexible packaging arena. With over 38 years of experience, we have mastered the art of food-grade safety and brand presentation.
Our facility spans a total area of 5,500 square meters with a construction footprint of 7,700 square meters. Backed by a registered capital of RMB 11.98 million, we employ 150 dedicated specialists who treat every pouch as a promise of quality.


Utilizing high-barrier Mylar films with one-way degassing valves. Our bags ensure that specialty coffee beans maintain their aroma and freshness for up to 18 months in diverse climates from humid Southeast Asia to dry North America.
Our spout pouches are engineered for safety. Using BPA-free, medical-grade raw materials and child-safe caps, we provide the ultimate packaging solution for purees and juices where safety is non-negotiable.
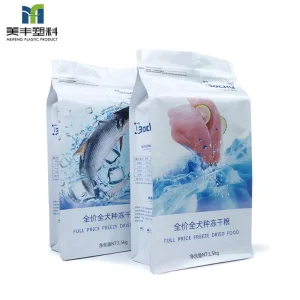
Tough, puncture-resistant laminates designed for bulk pet food. We incorporate heavy-duty sliders and handles to ensure convenience for the end-user while protecting the contents from moisture and pests.
Modern procurement officers are shifting away from "cheap" toward "value." In the post-pandemic era, supply chain resilience is key. By partnering with a factory that owns the entire process—from film-blowing to final testing—international buyers mitigate the risks of delays and quality fluctuations. We serve markets in Europe, America, and Southeast Asia, understanding the localized legal requirements for food contact materials in each region.
We don't just sell products; we provide a secure partnership framework.
Product Quality Protection
Payment Protection
On-time Shipment
Service Protection
We follow the quality control system of ISO22000 and GB 9683-1988 strictly to ensure every square inch of our film is safe for human consumption. Advanced production equipment and an in-house laboratory allow us to provide authentic testing reports for every shipment.